塑料回收造粒工艺流程及污水分析 |
|
| 来源:拓源环保 日期:2016-11-09 16:15 点击: 字体:小 中 大 | |
|
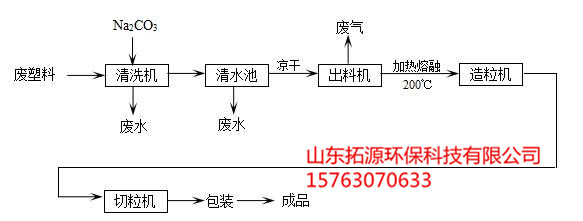
一、废塑料造粒工艺流程
塑料造粒工艺流程简述: 塑料颗粒的加工工艺过程塑料颗粒拥有良好的加工性能,易成型,在生活中有许多塑料都能够早出颗粒,如废旧食品袋、凉鞋、电线、线板、农用膜、管、桶、盆、打包带以及各种废旧塑料制品都能再三成型加工,生产成塑料原料,再经过特殊的工艺及配方,就可以用于制造各种机器零件、部件。 塑料颗粒的加工工艺过程: 1、配料前的准备工作 配料包括筹备工作前筛分树脂,增塑剂过滤,粉末状添加剂磨浆机,色母粒制备的原料粉干散货添加剂加热熔化过程。 为了防止内增塑剂或黑色垃圾混合产品的机械杂质,影响产品的性能,生产,电缆材料,增塑剂一般使用60至120目过滤器上的粗过滤器,或很容易附聚的粉末添加剂,最好先与增塑剂研磨,将该浆料添加,混合并分散在树脂中是均匀的。 硬脂酸和石蜡大量塑料加工应用更多的润滑剂。如果直接加入到捏合机,捏合机,由于高速旋转击中的挡板,挡板损坏,它必须被添加,加热后熔融混炼机。硬脂酸的熔点69.60℃,石蜡的熔点为60℃。 2、制剂 倒入捏合机或混合器中混合塑炼的原料,第一个卷和给料设备的供给量估计的系数。据料量准确称量,称量一定要准确,否则将优质的产品不一致。自动称重秤和测量设备应定期检查和纠正,以防止测量误差造成的质量波动。 3、揉 混炼捏合可分为加热和冷却用高速捏合机捏合。 加热的混炼条件:揉捏软质PVC 10〜15分钟,出料温度95〜100℃;硬质PVC混炼时间5〜10分钟,出料温度100〜110℃。此外,为了喂养混炼时揉捏影响质量。 捏合机冷却高温材料更高,超过100℃,如果放到存储桶,容易出现变色现象,甚至结块材料分解。因此,需要立即冷却,混合,使物料温度下降到50℃以下,可以在挤出机存储使用。混合制冷工艺条件下,无论软,硬质PVC混炼时间5〜10分钟,出料温度低于50℃。
(1)为了利用回收的废塑料, 首先需要进行清洗。清洗采用半机械化的方法。工艺流程为: 切碎——水浸——循环——冲擦——清水冲洗——凉干。就是用切碎机把废旧塑料切成小块, 然后在水槽中用水浸泡 24 小时 , 再注入类似造纸厂的打浆循环槽中, 加入适量的纯碱或其他去污剂, 开动打浆机, 在槽中不断循环冲擦2—4 小时, 放掉污水, 灌进清水冲洗干净, 捞起凉干。
(2)通过出料机、造粒机进行熔融加工、挤出造粒,作再生原料出售。 塑料造粒过程中废水的来源是废塑料筛选清洗过程中产生的排出的污水。 废旧回收清洗过程中产生的污水中的污染物大多为悬浮颗粒污染物,溶解性物较少,清洗塑料需要耗用大量的清水,产生的洗塑污水的水质特点有以下几点特征: 有机物污染:废塑料主要接触或包装过粮食、饲料、饮料等。 PH值污染:废塑料粉碎清洗过程中主要加入的碱性物质。 悬浮物污染:废塑料包装残留的粉末、粘上的尘土、废塑料颗粒、废塑料上残留的纸浆等。
油脂污染:废塑料容器主要接触或包装过油脂类物质。 |
| 上一篇: 行车式泵吸泥机安装作业指导书 | 下一篇: 再生废塑料造粒行业废水污染物的主要来源及污水处理设备 |
销售一部:
赵经理:13863617028
销售二部:
罗经理:15763070633
电话:0536-6058898
传真:0536-6058898
邮箱:tuoyuanhuanbao@126.com
地址:山东省诸城市东城工业园